
年专注研发、生产、销售机床产品
质量过硬,用户至上,开拓进取,持续改进
0713-5257151
年专注研发、生产、销售机床产品
质量过硬,用户至上,开拓进取,持续改进
0713-5257151

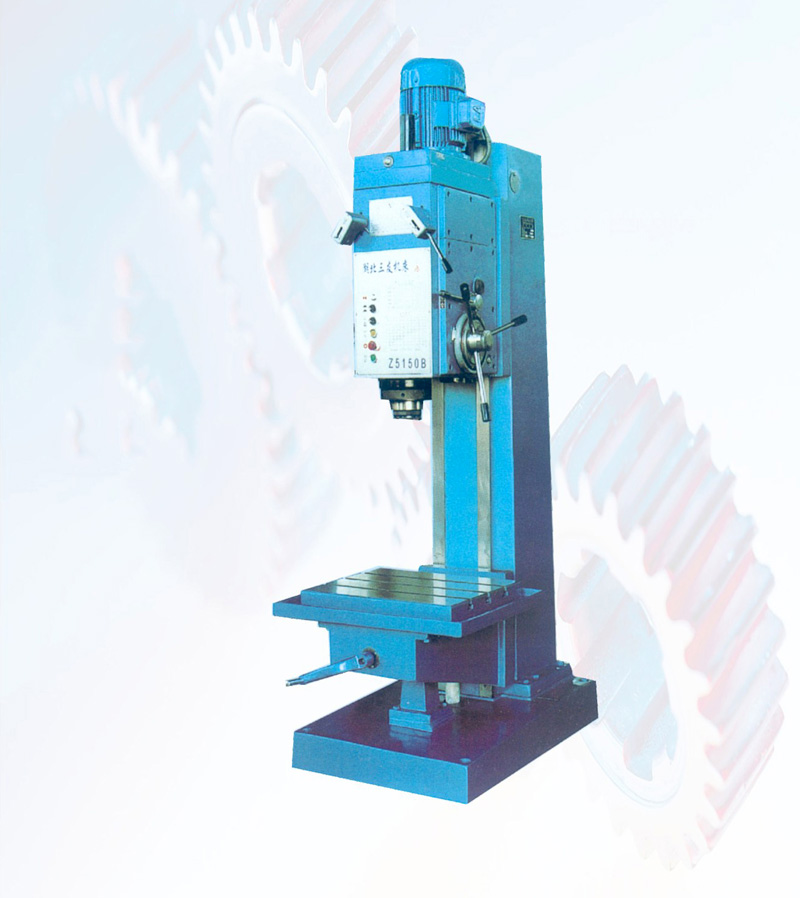
保养有哪些方法及注意事项? 加工前,厂家须先调整工件在工作台上的位置,使被加工孔中心线对准刀具轴线。加工时,工件固定不动,主轴在套筒中旋转并与套筒一起作轴向进给。
1.清洗 外表及死角,拆洗各罩盖,要求内外清洁、无锈蚀、无黄袍,漆见本色铁见光。清洗导轨面及清除工作台面毛刺。检查补齐螺钉、手球、手板,检查各手柄灵活可靠性。
2. 主轴进刀箱保养:检查油质,保持良好,油量符合要求。清除主轴锥孔毛刺。清洗液压变速系统、滤油网,调整油压。
3. 摇臂及升降夹紧机构检查:检查调整升降机构和夹紧机构达到灵敏可靠。
4. 润滑系统检查:清洗油毡,要求油杯齐全、油路畅通,油窗明亮。
5. 冷却系统检查:清洗冷却泵、过滤器及冷却液槽。检查冷却液管路,要求无漏水现象。
6. 电器系统检查:清扫电机及电器箱内外尘土。关闭电源,打开电器门盖,检查电器接头和电器元件是否有松动、老化。检查限位开关是否工作正常。开门断电是否起到作用。检查液压系统是否正常,有无漏油现象,各电器控制开关是否正常。
注意事项:
1、应认真遵守“金切机床通用操作规程”和本规程。
2、机床工作前须将送刀具箱及工作台调整到所需要位置,然后将其固定。
3、攻螺纹前,须将撞块松开调整到所需的螺纹孔深度使其与刻度盘上的刻度对准并紧固,钻大孔时必须分2-3次钻削。
4、工作时要注意钻头通过工件后是否会损伤工会作台面。
5、工作过程中若发生工件和钻头同时转动时,不能用手抓持工件,应立即停车。
6、下班时应将刀具卸下,关闭电源,做好机床保养工作。
7、严格执行设备的“交接班”制度。
 电话:0713-5257151 13307116959
电话:0713-5257151 13307116959 邮箱:Lb6959@163.com
邮箱:Lb6959@163.com 公司名称:
公司名称: 公司地址:湖北省黄冈市红安县陵园大道49号
公司地址:湖北省黄冈市红安县陵园大道49号