江苏 厂
发布时间:2023-10-19 01:51:34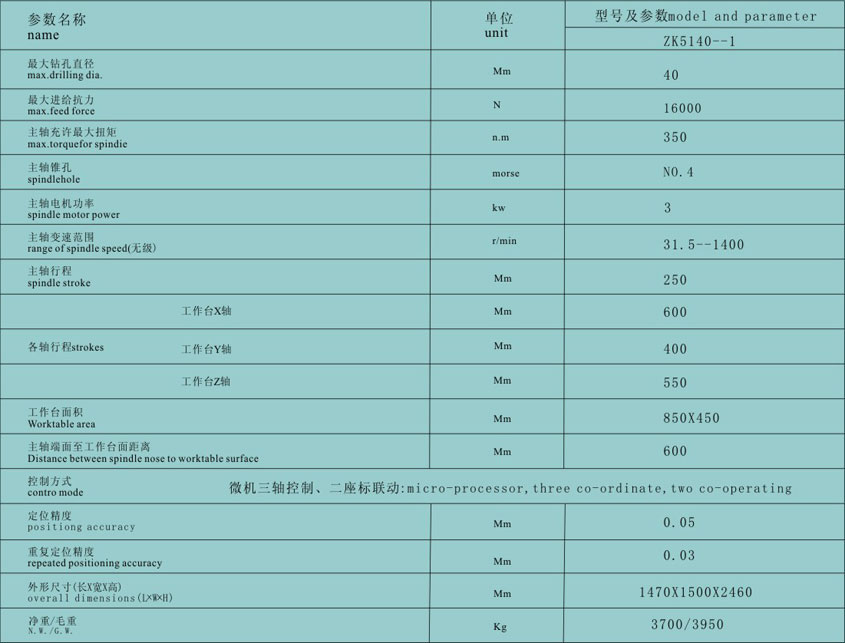
江苏 厂
在工件装夹以前,必须将每一面清理整洁,不可以粘上油、铁屑和尘土,用锉刀(或油石)除去工件表层的毛边。装夹必须将等高速铁表面经磨床磨平,使其光滑平整。码铁,螺帽必须牢固,可靠性好的夹紧工件,针对一些较难夹紧的小工件能够立即夹在虎钳上;机床工作台应维持整洁,无铁屑、尘土和油渍;垫铁一般放到工件四角位置,对跨度过大的工件,必须在中间加上等高的垫铁。用拉尺按图纸尺寸查验工件的长、宽、高是不是合格。安裝工件时,应根据编程作业指导书中的夹紧布局方式,考虑到数控作考虑到避开加工位置及其刀具在加工中可能碰到夹紧的状况。将工件放到垫铁上后,要依据图纸规定工件基准面的拉表,对已磨坏6个表面的工件,要核查垂直度是不是合格。
江苏 厂
在加工前,须先调整工件在工作台上的位置,使被加工孔中心线对准刀具轴线。加工时,工件固定不动,主轴在套筒中旋转并与套筒一起作轴向进给。工作台和主轴箱可沿立柱导轨调整位置,以适应不同高度的工件。 的结构1底座:用来支撑钻床各部件。2工作台:放置并固定加工工件。3主轴箱:内有主运动及进给运动的传动机构,用来变换钻头的进给。4立柱:支撑主轴箱和工作台,并在立柱上升降。5手柄:手动调节进给量和进给方向。6主轴:用来安装钻头、丝锥、铰刀等,带动刀具做旋转运动。7电动机:控制主轴的旋转运动。
江苏 厂
PLC是用于数控车床各种执行器的程序控制器的逻辑顺序程序。在PLC推出之前,执行器的逻辑顺序程序的关键是汽车继电器路线。PLC的关键是操纵机床的主轴转速比。更换刀具,完成数控车床的功能。推动系统软件有两个关键部分:机床主轴推动和刀推动。驱动系统软件的功能是接受数控设备的命令,并对其进行比较。数据信号变大等实际操作,然后立即推动电机的实施。可以说,推动系统软件是一个分布式数据库,具有前后连接的作用。

江苏 厂
三坐标联动加工。内循环滚珠螺母的回珠器其滚道母线SS'为一条空间曲线,它可用空间直线去逼近,可在有空间直线插补功能的三坐标联动床上加工。但是编程计算较复杂,其加工程序可采用自动编程系统来编制。五坐标联动加工。所有的空间轮廓几乎都可以用球头铣刀按“行切法”进行加工。对于一些大型的曲面轮廓,零件尺寸和曲面的曲率半径都比较大,改用面铣刀进行加工,可以提高生产率、减少加工的残留量(减小表面粗糙度Ra值)。