安徽 加工
发布时间:2023-10-20 01:51:41
安徽 加工
能够实现自动进给。它的功率较大,机构强度较高,能够允许采用较高的切削用量,所以 带来的劳动生产率比较高,而且加工精度高。因为 的主轴转进给量都有较大的变动范围,所以更能够适应不同材料的道具在不同材料的工件上的加工。除此之外,还能够适应不同工艺的需要,包括钻、锪、攻螺纹等。相较于摇臂钻床, 的钻孔较前者稳一些,钻孔力量大,而且可以功丝。但是也会存在一个弊端,那就是在加工大件、多孔工件的情况一下,立式钻长移动起来没有摇臂钻床便捷。
安徽 加工
PLC是用于数控车床各种执行器的程序控制器的逻辑顺序程序。在PLC推出之前,执行器的逻辑顺序程序的关键是汽车继电器路线。PLC的关键是操纵机床的主轴转速比。更换刀具,完成数控车床的功能。推动系统软件有两个关键部分:机床主轴推动和刀推动。驱动系统软件的功能是接受数控设备的命令,并对其进行比较。数据信号变大等实际操作,然后立即推动电机的实施。可以说,推动系统软件是一个分布式数据库,具有前后连接的作用。
安徽 加工
的立柱的外表面很容易出现一些划痕、齿痕,一般的划痕深度在之间的,要经过精刨操作,然后再进行刮研,还可以用铸铁冷焊或者镶焊的操作对立柱进行修补。造成 外表面出现的这些划痕是在加工工件的时候产生的,各个导轨之间来回运动来完成工件的加工,就避免不了一些碰刮现象,不仅仅照成了 立柱的划痕,也照成了导轨外表面的划痕,关于导轨外表面的划痕的修补方法也和立柱的修补方法差不多,但是要根据划痕深度的大小来具体分析,不同的深度要进行不同的修补方法。

安徽 加工
铣削的进给方法的选择:(1)铣削内槽时的进给路途:龙门铣床加工工艺都选用平底立铣刀,铣削的方法有行切法和环切法及两种方法混合,这两种方法优缺点是行切法会在铣削的起点和结束留下残留,表面粗糙度达不到要求,但进给路途短;环切法能抵达粗糙度要求,但刀位点的核算比较复杂。(2)铣削曲面归纳的进给路途:加工方法通常是用球形刀,选用行切法进行加工,经过操控刀具切削时行间的距离来满足工件加工精度的要示。因为曲面鸿沟没有其表面的约束,所以球形刀从鸿沟处开端切入。
安徽 加工
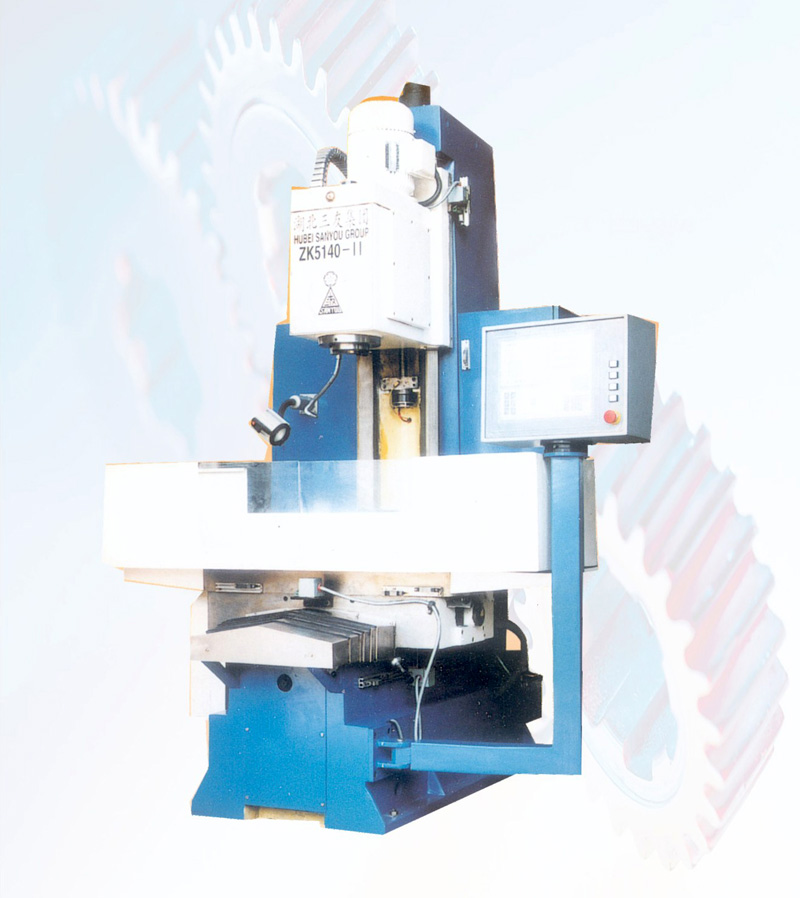
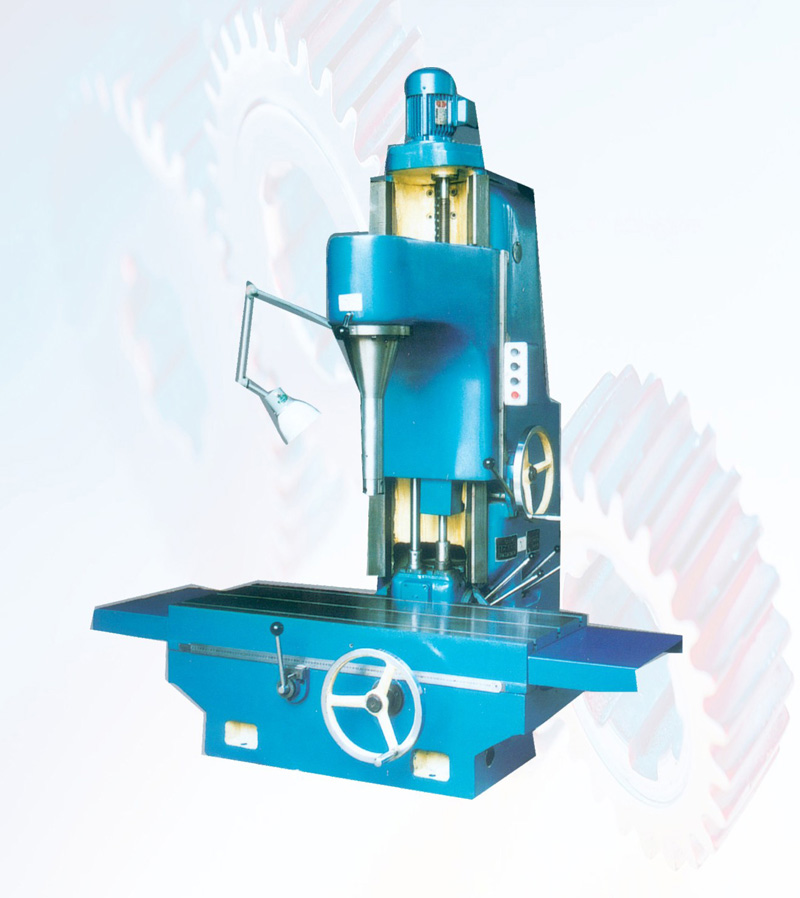
简称立钻, 主要由主轴、主轴变逨箱、进给箱、立柱、工作台和机座组成。 可以自动进给,它的功率和机构强度允许采用较高的切削用量,因此用这种钻床可获得较高的劳动生产率,并可获得较高的加工精度, 的主轴转速、进给量都有较大的变动范围,可以适应不同材料的刀具在不同材料的工件上的加工。并能适应钻、锪、铰、攻螺纹等各种不同工艺的需要,在 上装一套多轴传动头,能可时钻削几十个孔,可作为批量生产的专用机床使用。电动机的动力经皮带传给主轴变速箱,再由主轴变速筘变速后传给主轴,使主轴带动钻头作所需要的各种转速的旋转,从而实现装在主轴上的刀具的运动。切削时一般钻小孔转速高些,反之亦然。立钻的变速箱与车床的变逨箱相似,电动机的动力也传给进给箱,使主轴自动作轴向进给运动,利用手柄,也可实现手动轴向进给。进给箱和工作台可沿立柱导轨上下移动,以适应各种尺寸工件的加工。